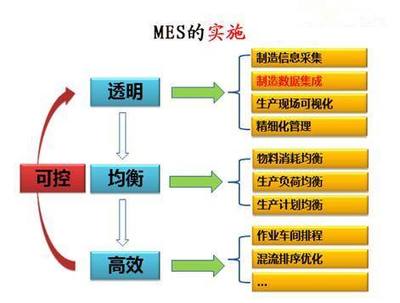
在当今工业4.0与智能制造的时代,制造执行系统已成为现代工厂不可或缺的核心神经系统。MES系统位于企业资源计划层与过程控制层之间,其核心价值之一,便是对工厂生产过程中海量、异构的数据进行高效、精准的处理,将原始数据转化为驱动决策与优化的关键信息。
一、数据采集:全面感知生产脉搏
MES系统首先扮演了“数据采集者”的角色。它通过接口与PLC、传感器、条码/RFID扫描器、智能设备等连接,实时自动采集生产现场的第一手数据。这涵盖了物料批次、设备状态(运行、停机、故障)、工艺参数、人员操作、质量检测结果、能耗信息等方方面面。这种自动化的数据录入,从根本上避免了人工记录可能带来的延迟、错误与信息孤岛,确保了数据源的实时性与真实性,为后续处理奠定了坚实基础。
二、数据处理与整合:从数据到信息
采集到的原始数据往往是零散、非结构化的。MES系统的核心能力在于对其进行处理与整合:
- 清洗与校验:系统会依据预设规则,自动过滤异常值、纠正明显错误、补充关键字段,确保数据的准确性与完整性。
- 关联与追溯:MES通过唯一标识(如工单号、物料批号)将人员、设备、物料、工艺、质量数据紧密关联,形成完整的生产谱系。这意味着任何一件产品,都能追溯其生产全过程的精准记录,实现了“数据一单到底”。
- 结构化与存储:处理后的数据被分类、结构化地存储于中央数据库,形成统一、规范的数据模型,便于快速查询、分析与再利用。
三、数据呈现与可视化:洞见生产全景
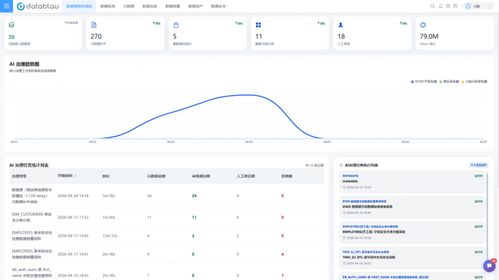
经过处理的数据通过MES的可视化看板、报表、移动端应用等形式,直观地呈现给各级管理人员与操作人员:
- 实时监控看板:动态展示生产线状态、计划达成率、设备综合效率、在制品数量等关键绩效指标,让生产状况一目了然。
- 多维分析报表:系统能自动生成生产、质量、设备、人员绩效等各类统计报表,支持按时间、产品线、班组等多维度钻取分析,揭示趋势与问题。
- 智能预警与推送:基于实时数据处理,系统可对计划延迟、质量偏差、设备异常等设定阈值并自动报警,将关键信息精准推送给责任人,驱动快速响应。
四、数据驱动决策与优化:赋能工厂智慧
高效的数据处理最终服务于工厂的持续优化与精准决策:
- 生产调度优化:基于实时产能、物料、设备数据,动态调整生产排程,提高资源利用率,缩短交货周期。
- 质量控制闭环:通过统计过程控制,分析质量数据,定位变异根源,实现从检验到预防的转变。
- 设备预测性维护:分析设备运行与故障历史数据,预测潜在故障,变被动维修为主动维护,减少非计划停机。
- 绩效透明化管理:准确、客观的数据为人员、班组、车间的绩效评估提供了无可争议的依据,促进持续改进文化。
- 支持持续改进:积累的历史生产数据是宝贵的知识资产,通过深度挖掘分析,可以为工艺改进、成本控制、新产品导入提供数据洞察。
****
MES系统通过贯穿数据采集、处理、呈现与应用的全链条,将工厂的生产活动全面数字化。它不仅是数据的“搬运工”,更是数据的“炼金术士”,将杂乱无章的现场数据转化为清晰、有序、高价值的信息流。这种强大的数据处理能力,使工厂管理层能够“看得清、管得细、控得准”,最终实现生产效率、产品质量与运营柔性的全面提升,是构建数字化、智能化工厂的坚实基石。